
装车楼二次称重系统的软件实现与工程实践
针对秦皇岛港务局装车楼装车过程中出现的重量偏差现象,提出了对装车楼称重仓平阐门进行二次控制的解 决方案,并针对改造后的电液比例控制系统设计了二次称重控制程序。
随着计算机控制技术在工程系统中应用的普 及,能否开发出优良的控制程序已经成为决定控制 系统性能的关键。控制程序可以通过组态软件来实 现,但其价格比较昂贵,而且对于普通的组态软件 来说,要实现复杂的控制功能存在困难。所以用编 程语言来设计一套符合自己思想的,能够满足实际 控制系统要求的控制软件已经成为工程研究人员 的选择。
本文针对河北秦皇岛港务局装车楼平闸门电 液比例控制系统,开发了一套基于VB语言的控制 软件,实践证明,该软件在实际应用中具有优良的 控制性能。
1.装车系统简介
装车楼是秦皇岛港务局二十万吨级矿石码头 扩建项目的主要设施,主要用于车皮的自动化连续 装车作业。其主要结构有给料系统包括缓冲仓、缓 冲仓给料闸门)、称重系统包括称重仓、称重仓卸 料闸门、称重传感器和控制器、校验砝码组合)、装 车溜槽、液压系统和控制系统,见图1。
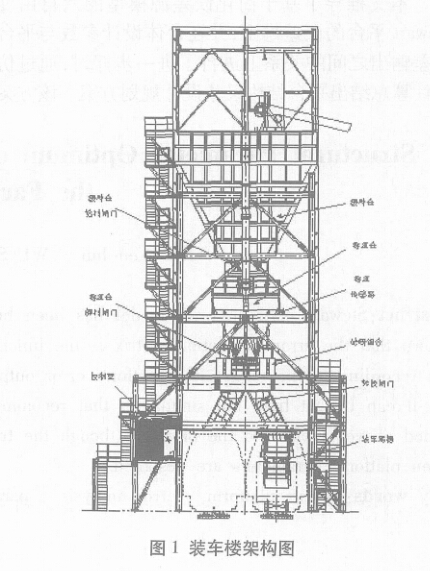
缓冲仓主要功能是用来接收皮带机系统运送 的物料,为装车楼实现连续的装车,起到储存和缓 冲的作用。缓冲仓底部安装有合瓣给料闸门’能够 实现对缓冲仓到称重仓物料流的精确控制,其动作 由电液比例阀控制。
称重仓是位于缓冲仓与装车溜槽之间的独立 仓体,它由四角的申克RTN 33称重传感器支撑在 装车楼钢结构上。称重传感器能实时检测称重仓内 的矿石吨位。称重仓底部安装有卸料闸门,用于控 制从称重仓到装车溜槽的物料流,该卸料闸门由两 个水平对开门板组成,并分别由两个液压缸控制开 闭。
皮带机系统运送的矿石首先进入缓冲仓,缓冲 仓内积累的矿石达到一定数量后,装车系统启动, 按车皮装载所需目标吨位,由缓冲仓向称重仓配 料,当称重仓中的物料重量达到目标吨位后,关闭 缓冲仓给料闸门,完成配料过程。牵车系统将车皮 牵入装车楼,当车皮到达目标位置后,称量仓卸料 闸门打开并通过装车溜槽将矿石装入火车车皮。物 料卸完后,关闭称量仓卸料闸门,这样就完成了装 车过程的一个循环,进入下一节车皮的装车循环。
该装车系统由国外某公司开发研制,装车速度 可达3000 t/h。整套系统由可编程序控制器PLC控 制。但在实际使用中存在可靠性不高的问题,即由 缓冲仓向称重仓配料时,常出现过盈现象。其原因 是称重控制系统存在较大控制误差,而放料过程中 平闸门又只能一次性全部打开,无法连续控制。
针对以上问题,并结合实际情况,提出了对称 重仓平闸门进行二次控制的解决方案。主要工作包 括:一、液压系统的改造,使其实现电液比例控制; 二、控制软件的设计,使其达到自动化控制的目的。 控制软件的编写是基于VB编程语言实现的。
2.软件设计
2.1开发环境
计算机技术更新很快,优秀的编程语言也有很 多种,可视化的编程软件包括VB、VC、VF等。从这 些语言中选择出一个合适的开发软件,不仅可以缩 短开发周期,提高软件开发的效率,而且也便于今 后在功能上进一步补充。在这些语言中最常用到装 车系统开发的就是VB和VC 了。相对于VC而言, 在工控编程方面,VB有着自己极大的优点。首先, VB最大的优点就是简单易学,开发项目的时间比 较短,只要你了解一些计算机基础知识,通过短时 间的学习,就可以动手编写自己的程序,而现在的 控制工作者对计算机或多或少都有了解,这就解决 了控制工作者不能编程实现自己控制思想的一个 大问题;其次,VB做界面设计非常容易,而对于控 制程序来说,主要的设计原则是利于操作,并不需 要十分华丽的界面,VB可以轻松地满足这个需要; 最后,也是最重要的,VB可以满足工控上的大部分 需要,例如,数据采集、控制算法的实现、数据库操作 等,并且一般说来,比VC容易。所以,笔者选择了 VB作为开发环境。
2.2控制流程
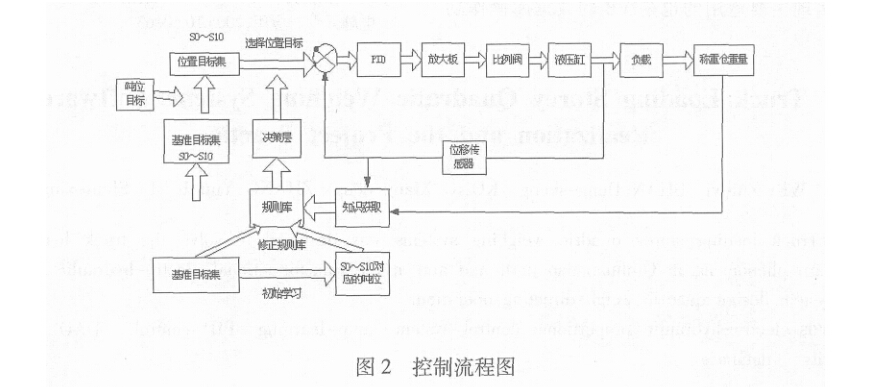
针对本控制系统要实现的对称重仓平闸门进 行连续控制的目的,提出了如图2所示的控制流程 图。
由控制流程图可以看出,首先要实现的是自学 习过程。在自学习过程中,针对某种物料,平闸门打 开至预先设定的一系列开口值,然后打开至稳定状 态,由于称重仓下半部分是方漏斗形,所以稳定状 态时剩余物料剖面在称重仓中形成一个三角形,对 于某一开口值,即使称重仓中最初物料重量不同, 剩余物料体积也近似为相等的,则剩余物料重量也 可近似认为是相同的,将这些物料开口值与剩余重 量值保存入数据库,做为知识库供以后装车时做为 参数使用。
装车时,首先从知识库中选择出本次装车物料 的参数值,即平闸门某些开口量与称重仓内剩余重 量的对应值,将这些点用拉格朗日插值法拟合成为 曲线,这样就可以得出平闸门打开至某值时称重仓 中的剩余物料值。
由称重仓中的初始重量结合本次装车的目标 值就可以得出本次装车的剩余吨位值,从拟合的曲 线中即可查出本次装车的平闸门开口值,然后通过 PID控制方法控制平闸门达到此开口值,称重仓中 的物料通过装车溜槽落入车皮中,当称重仓中的物 料落至稳定时关闭称重仓,这样就可以完成一次装 车过程。
3.功能实现
按功能分,该程序可以分为以下几个部分:
3.1创建装车单
装车单具有修改、添加、删除等功能。这个功能 利用的也是VB强大的数据库操作功能,用DAO数 据访问接口结合数据库控件就可以方便地实现装 车单的建立。
3.2四种不同的装车方式这里是程序的核心部分,实现了开关控制、手动 开环控制、旋钮闭环控制和智能控制四种控制方式, 这四种控制方式分别满足不同的装车需要。装车方 法为:
1、开关控制是通过单击开关按钮控制平闸门 的开、关和停,这个过程没有反馈,通过控制换向阀 实现,平闸门开关的速度不可调。
2、手动开环控制指的是通过开关按钮控制比 例阀来控制平闸门的开、关和停。可以调节开、关的 速度。操作者通过观察传感器传回来的数值来决定 平闸门的动作。
3、旋钮闭环控制通过旋钮闭环控制可以实现 精确控制,旋钮每旋转一次平闸门开口增大或减小 一个步长值,步长是可调的,这样就可以将平闸门开 口精确控制到目标值。
4、智能控制智能控制在装车当中使用的最 多,用户只需要点击智能装车开始按钮,就可以实现 全自动连续装车作业。这里要实现的内容包括知识 库的建立,装车参数识别,曲线拟合,装车开口目标 值推理,PID控制等。这段程序的实现要用到大量的 数据库操作,用VB内部自带的jet数据库操作引擎 结合ACESS数据库方便地实现了带有保存、添加、 编辑、删除等功能的知识库,而后的参数识别过程要 用到数据库中的查找与调用功能。数据采集过程和 PID控制过程中需要将控制思想的数学语言用VB 语言来实现。装车主界面如图3所示。
3.3实时警报与警报记录
当系统中某个环节出现问题时,控制界面上的 警示灯会不停地闪烁以警告用户,当用户点击警示 灯时,就能详细地显示出本次控制程序启动后的所 有警报记录。当用户点击历史警报记录时,就能显示 出上次清空历史警报记录后的所有警报记录。这个 功能的实现主要运用的也是VB的数据库操作功 能。
3.4 曲线实时显示
可以实时显示闸门开口曲线以及称重仓中的物 料重量曲线,这样可以直观地看出闸门开口变化情 况及称重仓中的物料重量变化情况。该功能的实现 需要自己做控件,如果感到自己做控件浪费时间的 话还可以买一些现成的实时显示控件,通过对控件 的操作就实现了这个功能。
4.结语
VB良好的界面和强大的控件功能使工 控编程变得相对简单。目前,用VB设计的控制 程序巳经投入使用。实践证明:该控制系统界面良 好,操作简单,解决了装车楼的装车偏差问题,实现 了智能数据库在线学习、修正。这为控制工程人员提 供了编程参考和实践依据。
